System Overview
Production equipment for insulation and foam boards
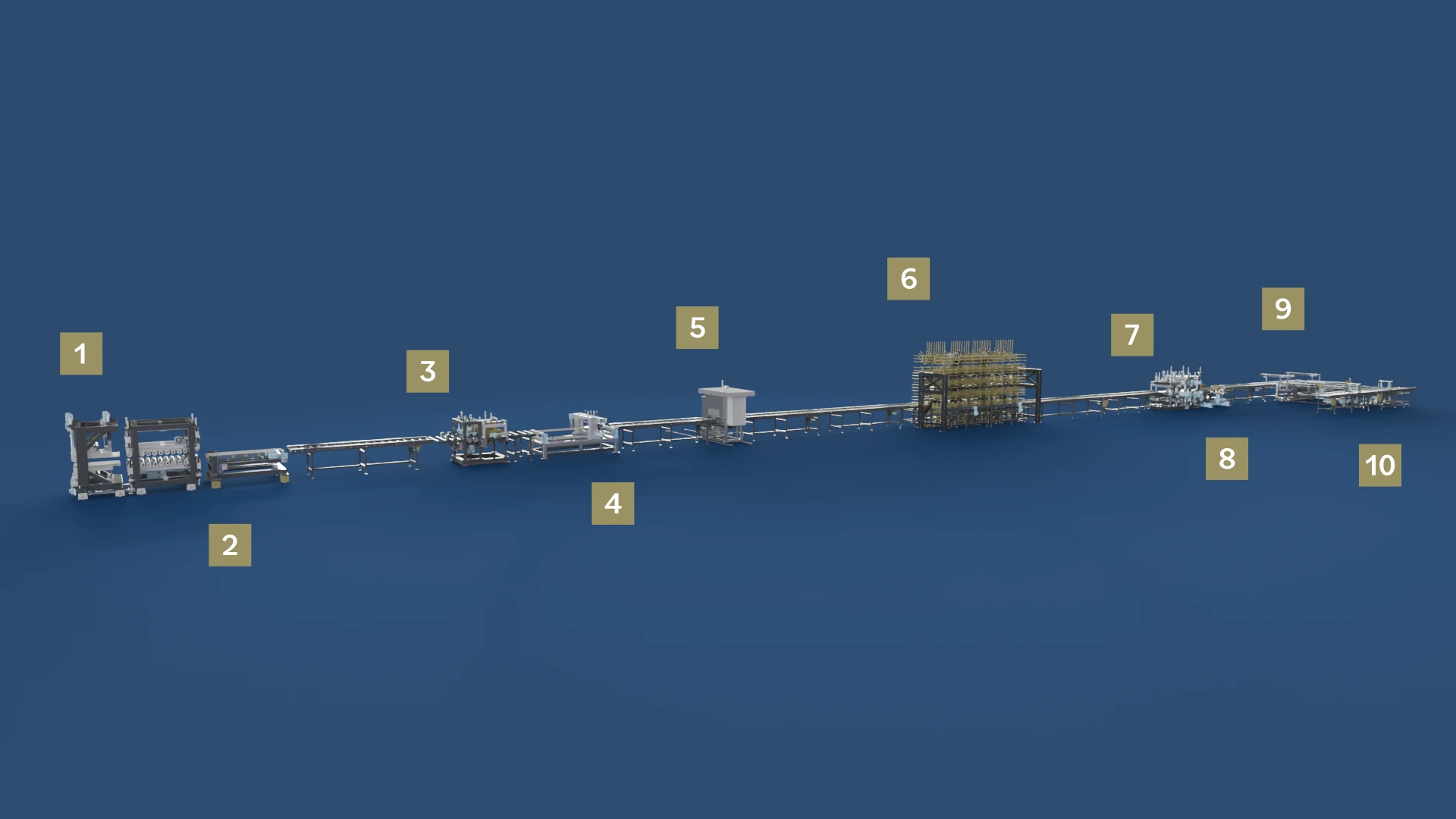
The complete overview shows the modular downstream production line with its individual system stations.
The stations cover key production steps in the production of insulation and foam boards and can be used individually,
combined with each other or integrated into existing production lines, depending on the specific requirements.
The overview shows the complete production line. The line consists of several stations.
Each station has a specific task in the production of insulation and foam boards.
The stations can be used alone, combined with each other or integrated into existing production lines.
Station 1
Calibration station
The calibration station processes the foam strand after the extrusion process, while the material is still
soft and molten. It fixes the material to the required dimensions in thickness and width and cools it down
in a controlled way.
This helps prevent material distortion, creates precise dimensions for the following processing steps
and forms the basis for high product quality in insulation and foam board production.
The calibration station is part of the production line. It brings the material to the required thickness and width.
At the same time, the material is cooled in a controlled way.
This keeps the material in shape. This is important for the next steps in the production process.
Station 2
Haul-off unit
After calibration and controlled cooling, the material is continuously transported through the haul-off unit
and gently compressed in a targeted way. This keeps the insulation or foam material in the required shape
and prepares it for the next processing stage.
Depending on the application, vacuum, roller and belt haul-off units are available. The systems support
a smooth production flow, reduce material stress and ensure high dimensional accuracy.
The haul-off unit moves the material further through the production line. The material is gently compressed.
This helps it stay in the required shape.
There are different types of haul-off units: vacuum, roller and belt.
The right solution depends on the material and the process.
Station 3
Hogging station
After transport through the haul-off unit, the foam strand enters the hogging station. There, it is processed
on the sides for the first time and milled to the required width.
The station brings the continuous strand to the required raw format width before it is transferred to the
trimming station. In this way, the hogging station prepares the material for the following processing steps.
The hogging station processes the sides of the material. The material is brought to the required width.
After that, the material can be processed further in the next station.
Station 4
Trimming station
After width processing in the hogging station, the material is cut to the required length in the trimming station.
This is where the exact separating cut of the continuously guided strand takes place.
The station converts the previously defined raw formats into precise final lengths. Depending on the design of
the production line, a flying knife, a stationary knife or a saw can be used.
The trimming station cuts the material to the required length.
This creates boards with the right length.
A flying knife, a stationary knife or a saw can be used for this.
Station 5
Hot embossing
In the hot embossing station, electrically heated or oil-heated rollers are used to apply specific structures
to the material surface.
Hot embossing allows surface structures, decorative designs or functional profiles to be permanently transferred
to the material. This can improve properties such as adhesion, internal cohesion or fitting accuracy in a targeted way.
Hot embossing uses heated rollers.
The rollers press structures into the surface of the material.
For example, patterns, decorative designs or functional profiles can be transferred to the material.
Station 6
Cooling tower
During the production process, controlled cooling is essential to prevent stress in the material and ensure
consistently high product quality.
Targeted temperature control gently transfers the material from the processing phase to the stable final phase.
Cooling towers enable gentle handling and uniform cooling for stable end products.
During cooling, the material is cooled in a controlled way.
This is important so that the material does not deform.
Cooling towers help to handle the material gently and cool it evenly.
Station 7
Surface processing
Surface processing is used for the targeted further processing of insulation and foam materials.
Depending on the requirements, surfaces can be refined, functional properties can be added or specific
structures can be prepared.
Possible processing steps include smooth milling, groove milling and scoring. Smooth milling creates an
even surface, groove milling adds specific grooves, and scoring prepares the material for special applications.
During surface processing, the surface of the material is processed.
This can make the surface more even or prepare it for certain applications.
Possible steps are smooth milling, groove milling and scoring.
Station 8
Longitudinal edge milling
During longitudinal edge milling, the side edges of the material are processed precisely and milled to the required
profiles. This creates clean and uniform edge lines for improved fitting accuracy.
Possible profiles include straight edges, tongue and groove, stepped rebates and further customer-specific profiles.
This edge processing supports the precise further processing of insulation and foam boards.
During longitudinal edge milling, the long sides of the material are processed.
This creates clean and even edges.
Possible profiles include straight edges, tongue and groove, stepped rebates or other profiles.
Station 9
Transverse edge milling
During transverse edge milling, the front edges or cross edges of the material are processed and milled to
defined profiles. This creates clean edge finishes.
Possible profiles include straight edges, tongue and groove, stepped rebates and further customer-specific profiles.
The station complements the edge processing within the downstream production line.
During transverse edge milling, the short sides of the material are processed.
This creates clean edge finishes.
Possible profiles include straight edges, tongue and groove, stepped rebates or other profiles.
Station 10
Stacking and unstacking systems
At the end of the production process, stacking and unstacking systems enable the finished products to be stacked
evenly in different sizes and formats.
In addition, board stacks can be automatically unstacked and provided directly for further finishing or
processing steps. The systems support efficient production logistics, gentle product handling and time savings
in manufacturing.
Stacking and unstacking systems help at the end of the production process.
They stack the finished products evenly.
The systems can also unstack board stacks automatically.
This makes the products ready for further steps.