Gesamtanlage
Produktionsanlagen für Dämm- und Schaumstoffplatten
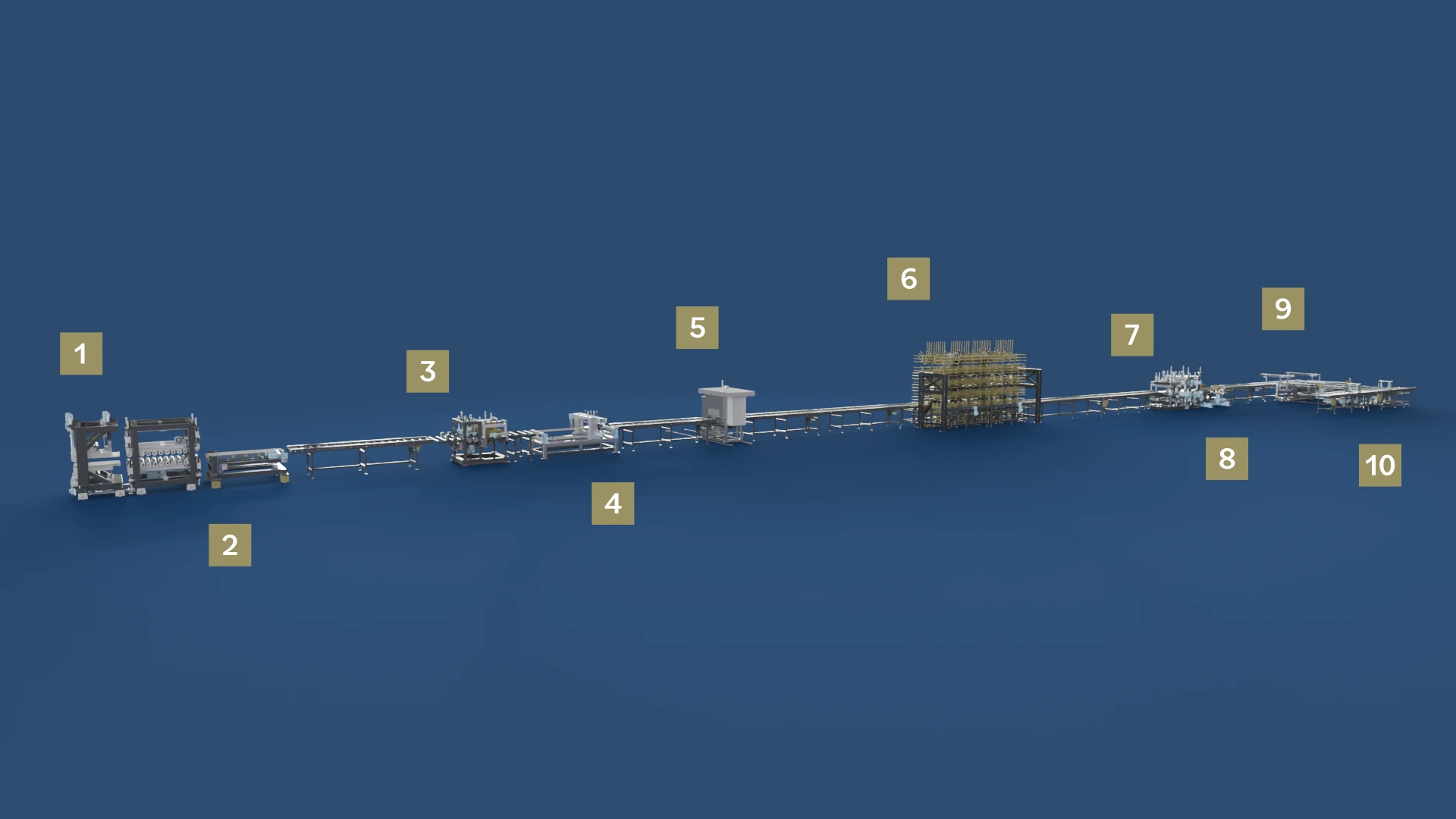
Die Gesamtübersicht zeigt die modulare Nachfolgeanlage mit ihren einzelnen Anlagenstationen.
Die Stationen decken zentrale Produktionsschritte bei der Herstellung von Dämm- und Schaumstoffplatten ab und können je nach Anforderung einzeln genutzt,
miteinander kombiniert oder in bestehende Produktionslinien integriert werden.
Die Übersicht zeigt die komplette Produktionslinie. Die Linie besteht aus mehreren Stationen.
Jede Station hat eine bestimmte Aufgabe bei der Herstellung von Dämm- und Schaumstoffplatten.
Die Stationen können einzeln genutzt, miteinander kombiniert oder in bestehende Produktionslinien integriert werden.
Station 1
Kalibrierstation
Die Kalibrierstation bearbeitet den Schaumstrang nach dem Extrusionsprozess, solange das Material noch
weich und geschmolzen ist. Sie bringt das Material in Dicke und Breite auf die erforderlichen Maße und kühlt es
kontrolliert ab.
Dadurch werden Materialverzug reduziert, präzise Abmessungen für die folgenden Bearbeitungsschritte geschaffen
und die Grundlage für eine hohe Produktqualität bei der Herstellung von Dämm- und Schaumstoffplatten gelegt.
Die Kalibrierstation ist Teil der Produktionslinie. Sie bringt das Material auf die erforderliche Dicke und Breite.
Gleichzeitig wird das Material kontrolliert gekühlt.
So bleibt das Material in Form. Das ist wichtig für die nächsten Schritte im Produktionsprozess.
Station 2
Abzugstation
Nach der Kalibrierung und kontrollierten Kühlung wird das Material durch die Abzugstation kontinuierlich weitertransportiert
und gezielt schonend komprimiert. So bleibt das Dämm- oder Schaumstoffmaterial in der erforderlichen Form
und wird auf die nächste Bearbeitungsstufe vorbereitet.
Je nach Anwendung stehen Vakuum-, Rollen- und Bandabzüge zur Verfügung. Die Systeme unterstützen
einen gleichmäßigen Produktionsfluss, reduzieren die Materialbelastung und sorgen für eine hohe Maßgenauigkeit.
Die Abzugstation bewegt das Material weiter durch die Produktionslinie. Das Material wird schonend zusammengedrückt.
So bleibt es in der erforderlichen Form.
Es gibt verschiedene Arten von Abzugstationen: Vakuum, Rollen und Band.
Die passende Lösung hängt vom Material und vom Prozess ab.
Station 3
Vorzerspaner Station
Nach dem Transport durch die Abzugstation gelangt der Schaumstrang in die Vorzerspanerstation. Dort wird er
erstmals seitlich bearbeitet und auf die erforderliche Breite gefräst.
Die Station bringt den kontinuierlichen Strang auf die erforderliche Rohformatbreite, bevor er an die
Ablängstation übergeben wird. Auf diese Weise bereitet die Vorzerspanerstation das Material auf die folgenden Bearbeitungsschritte vor.
Die Vorzerspanerstation bearbeitet die Seiten des Materials. Das Material wird auf die erforderliche Breite gebracht.
Danach kann das Material in der nächsten Station weiterverarbeitet werden.
Station 4
Ablängstation
Nach der Breitenbearbeitung in der Vorzerspanerstation wird das Material in der Ablängstation auf die erforderliche Länge geschnitten.
Hier erfolgt der exakte Trennschnitt des kontinuierlich geführten Strangs.
Die Station wandelt die zuvor definierten Rohformate in präzise Endlängen um. Je nach Ausführung der
Produktionslinie können ein fliegendes Messer, ein stehendes Messer oder eine Säge eingesetzt werden.
Die Ablängstation schneidet das Material auf die erforderliche Länge.
So entstehen Platten mit der richtigen Länge.
Dafür können ein fliegendes Messer, ein stehendes Messer oder eine Säge eingesetzt werden.
Station 5
Heißprägung
In der Heißprägestation werden elektrisch beheizte oder ölbeheizte Walzen eingesetzt, um gezielte Strukturen
auf die Materialoberfläche aufzubringen.
Durch Heißprägung lassen sich Oberflächenstrukturen, dekorative Designs oder funktionale Profile dauerhaft
auf das Material übertragen. Dadurch können Eigenschaften wie Haftung, innerer Zusammenhalt oder Passgenauigkeit gezielt verbessert werden.
Bei der Heißprägung werden beheizte Walzen eingesetzt.
Die Walzen pressen Strukturen in die Oberfläche des Materials.
Zum Beispiel können Muster, dekorative Designs oder funktionale Profile auf das Material übertragen werden.
Station 6
Kühlung und Handling
Während des Produktionsprozesses ist eine kontrollierte Kühlung entscheidend, um Spannungen im Material zu vermeiden
und eine gleichbleibend hohe Produktqualität sicherzustellen.
Durch gezielte Temperaturführung wird das Material schonend von der Bearbeitungsphase in die stabile Endphase überführt.
Kühltürme ermöglichen ein schonendes Handling und eine gleichmäßige Kühlung für stabile Endprodukte.
Bei der Kühlung wird das Material kontrolliert abgekühlt.
Das ist wichtig, damit sich das Material nicht verformt.
Kühltürme helfen dabei, das Material schonend zu bewegen und gleichmäßig zu kühlen.
Station 7
Oberflächenbearbeitung
Die Oberflächenbearbeitung dient der gezielten Weiterbearbeitung von Dämm- und Schaumstoffmaterialien.
Je nach Anforderung können Oberflächen veredelt, funktionale Eigenschaften ergänzt oder bestimmte
Strukturen vorbereitet werden.
Mögliche Bearbeitungsschritte sind Glattfräsen, Nutfräsen und Rillen. Beim Glattfräsen entsteht eine
ebene Oberfläche, beim Nutfräsen werden gezielte Nuten eingebracht und durch Rillen wird das Material für spezielle Anwendungen vorbereitet.
Bei der Oberflächenbearbeitung wird die Oberfläche des Materials bearbeitet.
Dadurch kann die Oberfläche gleichmäßiger werden oder für bestimmte Anwendungen vorbereitet werden.
Mögliche Schritte sind Glattfräsen, Nutfräsen und Rillen.
Station 8
Längskantenfräsen
Beim Längskantenfräsen werden die seitlichen Längskanten des Materials präzise bearbeitet und auf die erforderlichen
Profile gefräst. Dadurch entstehen saubere und gleichmäßige Kantenverläufe für eine verbesserte Passgenauigkeit.
Mögliche Profile sind gerade Kanten, Nut und Feder, Stufenfalz sowie weitere kundenspezifische Profile.
Diese Kantenbearbeitung unterstützt die präzise Weiterverarbeitung von Dämm- und Schaumstoffplatten.
Beim Längskantenfräsen werden die langen Seiten des Materials bearbeitet.
Dadurch entstehen saubere und gleichmäßige Kanten.
Mögliche Profile sind gerade Kanten, Nut und Feder, Stufenfalz oder andere Profile.
Station 9
Querkantenfräsen
Beim Querkantenfräsen werden die Stirnkanten oder Querkanten des Materials bearbeitet und auf
definierte Profile gefräst. Dadurch entstehen saubere Kantenabschlüsse.
Mögliche Profile sind gerade Kanten, Nut und Feder, Stufenfalz sowie weitere kundenspezifische Profile.
Die Station ergänzt die Kantenbearbeitung innerhalb der Nachfolgeanlage.
Beim Querkantenfräsen werden die kurzen Seiten des Materials bearbeitet.
Dadurch entstehen saubere Kantenabschlüsse.
Mögliche Profile sind gerade Kanten, Nut und Feder, Stufenfalz oder andere Profile.
Station 10
Stapel- & Entstapelanlagen
Am Ende des Produktionsprozesses ermöglichen Stapel- und Entstapelanlagen das gleichmäßige Stapeln
der fertigen Produkte in unterschiedlichen Größen und Formaten.
Zusätzlich können Plattenstapel automatisch entstapelt und direkt für weitere Veredelungs- oder
Bearbeitungsschritte bereitgestellt werden. Die Systeme unterstützen eine effiziente Produktionslogistik,
ein schonendes Produkthandling und Zeitersparnis in der Fertigung.
Stapel- und Entstapelanlagen helfen am Ende des Produktionsprozesses.
Sie stapeln die fertigen Produkte gleichmäßig.
Die Anlagen können Plattenstapel auch automatisch entstapeln.
So sind die Produkte bereit für weitere Schritte.